| Clave | Descripción del auxiliar o básico | Unidad |
| 02-0780 | CUADRILLA No 78 ( 1 SOLDADOR + 2 AYUDANTES DE SOLDADOR ) | JOR |
| Clave | Descripción | Unidad | Cantidad | Costo | Importe |
|---|---|---|---|---|---|
| Mano de Obra | |||||
| 01-0380 | SOLDADOR | JOR | 1 | 430.51 | 430.51 |
| 01-0120 | AYUDANTE DE SOLDADOR | JOR | 2 | 265.18 | 530.36 |
| 01-1000 | CABO | JOR | 0.15 | 430.51 | 64.58 |
| Suma de Mano de Obra | 1025.45 | ||||
| Herramienta | |||||
| 00-0001 | HERRAMIENTA MENOR | (%)mo | 0.04 | 1025.45 | 41.02 |
| Suma de Herramienta | 41.02 | ||||
| Costo Directo | 1066.47 |
El Arquitecto del Fuego: La Pieza Clave que Sostiene a México
Imagina por un instante el esqueleto de un rascacielos en Paseo de la Reforma, la compleja techumbre de una nave industrial en el corredor del Bajío o, simplemente, el portón de seguridad que resguarda una vivienda familiar en Veracruz. Detrás de la aparente inmovilidad y frialdad del acero, existe una fuerza dinámica, técnica y precisa que lo une todo: el soldador. En el vibrante panorama de la construcción en México para 2025, la mano de obra soldador ha dejado de ser un insumo genérico en el presupuesto para convertirse en el garante absoluto de la seguridad estructural y la longevidad de la inversión inmobiliaria. Sin embargo, este es también uno de los rubros más volátiles y difíciles de estimar con precisión, sujeto a las fluctuaciones de los consumibles metálicos y a la imperiosa necesidad de especialización técnica. Esta guía no es un simple texto informativo; es un manual operativo exhaustivo diseñado para que arquitectos, ingenieros civiles, maestros de obra y autoconstructores dominen cada variable —desde el ajuste milimétrico del amperaje hasta el último centavo en el análisis de precios unitarios— asegurando así obras capaces de desafiar tanto al tiempo como a la actividad sísmica del país.
Opciones y Alternativas
Al planificar una obra que requiere la unión estructural o arquitectónica de metales, la elección del proceso de soldadura y el tipo específico de consumible define no solo el costo final, sino la velocidad de ejecución y, crucialmente, la calidad estructural del proyecto. A continuación, analizamos a fondo las alternativas técnicas predominantes en el mercado mexicano actual y su proyección para 2025.
Soldadura por Arco Manual (SMAW) vs. Microalambre (GMAW) en Sitio
La discusión técnica más frecuente en las obras mexicanas reside entre la versatilidad todoterreno del electrodo revestido (SMAW) y la velocidad industrial del microalambre (GMAW).
Ventajas Técnicas y Operativas:
SMAW (Electrodo Revestido): Este proceso sigue siendo el rey indiscutible del trabajo de campo en México.
Su ventaja primordial es la autonomía y portabilidad; una máquina inversora moderna, capaz de operar a 110V o 220V, cabe fácilmente en la cajuela de un vehículo compacto y puede operar en azoteas, zanjas o estructuras elevadas donde el viento es un factor constante. El propio revestimiento del electrodo genera la atmósfera protectora necesaria, eliminando la dependencia de tanques de gas externos, lo que simplifica la logística en zonas rurales o de difícil acceso. GMAW (Microalambre): Ofrece una tasa de deposición de metal significativamente superior, lo que se traduce en una mayor velocidad de avance lineal. Es el estándar ideal para talleres de prefabricación o el montaje de naves industriales donde el ambiente puede ser controlado. La limpieza posterior es mínima, ya que este proceso no genera la capa de escoria característica del electrodo revestido, permitiendo una inspección visual inmediata y reduciendo tiempos muertos.
Desventajas y Limitaciones en Obra:
SMAW: Es inherentemente un proceso discontinuo y más lento, debido a las paradas obligatorias para reemplazar el electrodo consumido y limpiar la escoria endurecida. Requiere una habilidad manual ("pulso") mucho más desarrollada por parte de la mano de obra soldador para evitar defectos comunes como la inclusión de escoria o la porosidad por arranque.
GMAW: Su uso en exteriores es problemático y a menudo desaconsejado sin protección; una brisa ligera (superior a 5 km/h) puede barrer el gas de protección (CO2 o mezcla de Argón), causando porosidad inmediata en el cordón. Además, el equipo es voluminoso al requerir el tanque de gas a alta presión y el mecanismo alimentador de alambre, limitando su movilidad en obras verticales.
Costos Comparativos Proyectados para 2025:
Para 2025, el costo de entrada para equipo SMAW se mantiene bajo (inversoras profesionales desde $2,500 - $4,000 MXN), mientras que un equipo GMAW industrial robusto supera los $15,000 - $20,000 MXN.
Sin embargo, en proyectos de alto volumen (superiores a 1 tonelada de soldadura), el proceso GMAW puede reducir el costo global de la mano de obra soldador hasta un 30% debido a la velocidad de aplicación, aunque el costo de los consumibles (alambre más gas) sea marginalmente superior por kilogramo depositado en comparación con el electrodo revestido.
Electrodo 6013 vs. 7018: La Decisión Estructural
No todos los electrodos son iguales, y confundirlos es un error estructural grave. En la herrería y construcción ligera en México, estos dos tipos son los protagonistas absolutos.
Ventajas Técnicas y Operativas:
6013 (Punta Naranja/Verde): Conocido coloquialmente como "rutílico", es apreciado por su facilidad de encendido y reencendido. Es ideal para perfiles delgados (PTR, tubulares, lámina) y herrería estética, ya que ofrece una penetración suave y deja un acabado visualmente agradable con escamas finas, minimizando el riesgo de perforar el material base.
7018 (Punta Gris): Es un electrodo de "bajo hidrógeno" (básico), diseñado específicamente para estructuras críticas y de carga (vigas IPR, columnas HSS, puentes). Ofrece una alta resistencia a la tracción (mínimo 70,000 psi) y, más importante aún, una excelente ductilidad. Esta característica es vital en zonas sísmicas como la Ciudad de México, Oaxaca o Guerrero, donde las uniones deben ser capaces de deformarse plásticamente sin fracturarse durante un sismo.
Desventajas y Limitaciones en Obra:
6013: Posee baja penetración y menor ductilidad en comparación con los básicos. No debe utilizarse bajo ninguna circunstancia en vigas de carga principal, conexiones momento-resistentes o estructuras que soporten fatiga o vibración.
7018: Es higroscópico; absorbe humedad del ambiente rápidamente. Si se usa húmedo, introduce hidrógeno en la soldadura, causando "agrietamiento en frío" o fragilidad por hidrógeno. Requiere almacenamiento en hornos portátiles a temperaturas controladas en obra, lo que añade una capa de complejidad logística. Además, su encendido es más difícil y exige una técnica de "arrastre" precisa.
Costos Comparativos Proyectados para 2025:
Aunque el precio de mercado por kilogramo es similar, oscilando entre $60 y $90 MXN para ambos
, el uso de 7018 implica costos ocultos: requiere una mano de obra soldador más calificada (y mejor remunerada), mayor consumo eléctrico por el amperaje requerido y la inversión en hornos de mantenimiento de electrodos.
Herrería Tradicional vs. Estructura Metálica Industrial
Distinguir correctamente entre estos servicios es vital para la salud financiera y estructural del proyecto.
Ventajas Técnicas y Operativas:
Herrería: Se especializa en perfiles ligeros (calibres 14, 16, 18) y trabajos de detalle. Los equipos son básicos (transformadores o inversores pequeños) y la precisión se enfoca en la estética, la escuadra y la funcionalidad de elementos como puertas, barandales y protecciones.
Industrial: Maneja placas de acero de 1/4" en adelante, vigas IPS/IPR y conexiones pesadas. Requiere estrictamente soldadores calificados bajo normas internacionales (como AWS D1.1), ensayos no destructivos (líquidos penetrantes, ultrasonido) y maquinaria pesada como grúas para el montaje.
Desventajas y Limitaciones en Obra:
Contratar un taller de herrería para soldar la estructura principal de un edificio es un riesgo inaceptable de colapso, ya que suelen carecer de los procedimientos de soldadura (WPS) adecuados. Inversamente, contratar una empresa de estructura industrial para fabricar un portón residencial resultará en un sobrecosto ineficiente debido a sus altos gastos generales.
Costos Comparativos Proyectados para 2025:
La mano de obra soldador en herrería suele cobrarse por día o por tanto, rondando los $500-$800 MXN diarios libres para el oficial.
En el sector industrial, el costo se calcula mediante Análisis de Precios Unitarios (APU) rigurosos, donde la hora-hombre facturable puede superar los $200 MXN al integrar salario real, prestaciones de ley (IMSS riesgo alto), y certificaciones, cotizándose generalmente por kilogramo o tonelada montada.
Proceso Constructivo Paso a Paso
Una soldadura de calidad no es un acto aislado, es la culminación de un sistema técnico secuencial. A continuación, desglosamos la ejecución técnica para garantizar el cumplimiento normativo y la seguridad en México.
Planeación, seguridad y preparación del área de trabajo
Antes de que se encienda el primer arco, la normativa NOM-027-STPS-2008 exige la delimitación y preparación de la zona de trabajo. Esto implica retirar cualquier material combustible (madera, cartón, solventes) en un radio mínimo de 10 metros o cubrirlos con mantas ignífugas certificadas.
Limpieza de materiales, biselado y preparación de juntas metálicas
El enemigo silencioso de la soldadura es la contaminación. El acero debe limpiarse mecánicamente de forma exhaustiva utilizando carda de acero o discos de desbaste hasta obtener "metal blanco", libre de óxido, escamas de laminación, pintura, aceite o grasa.
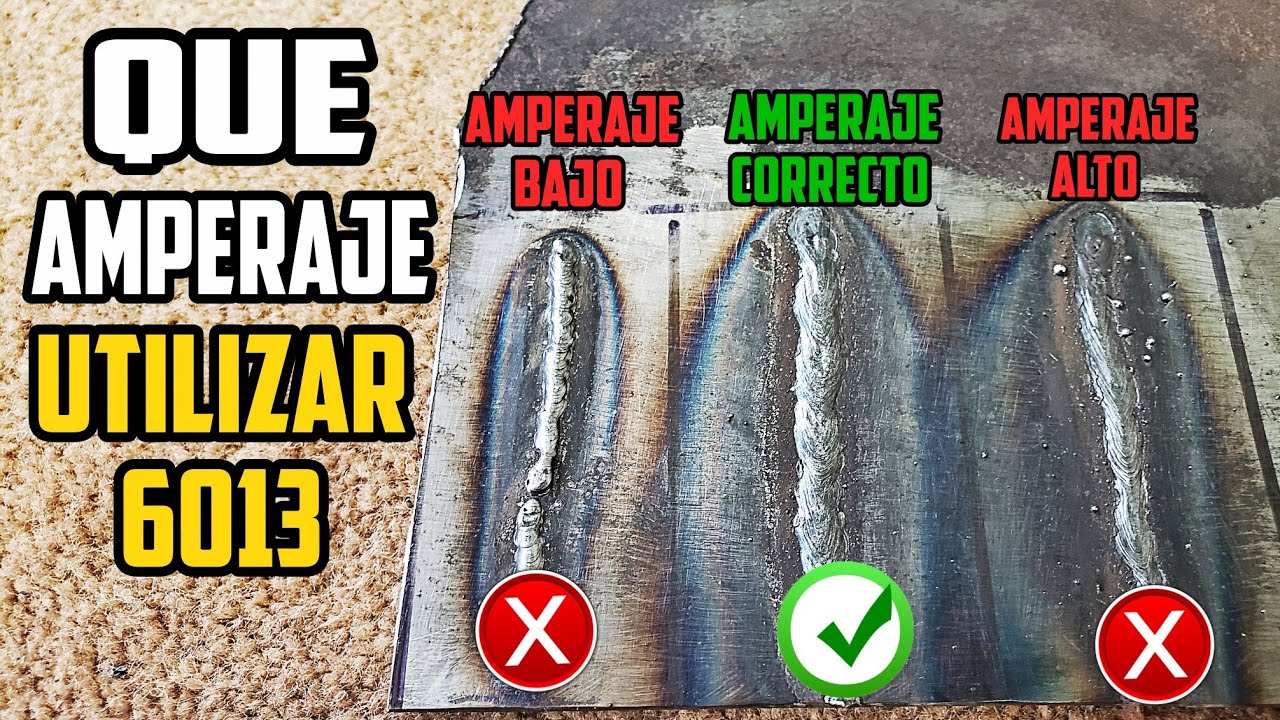
Ajuste de parámetros del equipo (amperaje/voltaje) y punteo inicial
El ajuste incorrecto de la máquina es la causa raíz de la mayoría de las fallas visuales y estructurales.
Regla empírica para 2025: Para un electrodo 6013 de 1/8" (3.2mm), el rango de amperaje ideal suele situarse entre 85 y 130 Amperes, dependiendo del espesor del material base.
Prueba de campo: Se debe iniciar con un amperaje medio y ajustar según el comportamiento del arco. Si el electrodo se pega constantemente, se debe subir el amperaje; si el arco es violento, salpica excesivamente y perfora el material, se debe bajar.
Punteo estratégico: Antes del cordón final, se deben colocar puntos de soldadura pequeños y fuertes a lo largo de la unión para fijar la alineación. Esto es vital para contrarrestar las fuerzas de contracción térmica que tienden a deformar o cerrar la junta durante el proceso de soldadura.
Aplicación de cordones de soldadura y técnicas de fondeo y acabado
La técnica de aplicación varía según la posición espacial (plana, horizontal, vertical ascendente o sobre cabeza). El soldador debe mantener un arco corto constante (distancia electrodo-pieza aproximadamente igual al diámetro del núcleo) y una velocidad de avance uniforme.
Fondeo (Pase de raíz): Es el cordón más crítico, ya que une la raíz de las piezas. Debe garantizar la fusión completa de los bordes biselados.
Relleno y Vista: En materiales gruesos, se requieren múltiples pases. El último cordón, llamado de vista o presentación, puede llevar un movimiento oscilatorio controlado ("zig-zag" o "media luna") para mejorar la estética, aunque en soldadura estructural estricta se prefieren los cordones rectos (stringer) para minimizar la entrada de calor y la distorsión.
Inspección post-soldadura, retiro de escoria y protección anticorrosiva
Una vez que el cordón se ha solidificado, es imperativo remover totalmente la escoria protectora mediante piqueta y cepillo de alambre. La escoria atrapada dentro o sobre el cordón es un defecto grave que oculta fallas y promueve la corrosión.
Inspección Visual (VT): Se debe examinar la soldadura buscando porosidad visible, socavados (mordeduras en el metal base) o grietas en el cráter final.
Protección inmediata: El acero desnudo y caliente se oxida en cuestión de horas debido a la humedad ambiental. Se debe aplicar inmediatamente un primario anticorrosivo o galvanizado en frío en aerosol
, prestando especial atención a la Zona Afectada por el Calor (ZAC), que es químicamente más vulnerable a la oxidación.
Listado de Materiales
A continuación, se presenta una tabla detallada con los materiales esenciales para la ejecución de trabajos de soldadura en 2025.
| Material | Descripción de Uso | Unidad de Medida Común |
| Electrodo 6013 (1/8", 3/32") | Unión de perfiles ligeros, herrería general, puertas, ventanas. Identificado comúnmente como "Punta Naranja" o "Verde". | Kilogramo (kg) |
| Electrodo 7018 (1/8") | Estructuras de carga, vigas IPR, placas gruesas, conexiones sísmicas. Requiere horneado previo para bajo hidrógeno. | Kilogramo (kg) |
| Disco de Corte 4 1/2" | Corte preciso de perfiles, ángulos y placas. Espesor fino (1mm - 1.2mm) para rapidez y menor desperdicio. | Pieza (pza) |
| Disco de Desbaste 4 1/2" | Preparación de biseles, eliminación de cordones defectuosos y limpieza de superficies. Espesor grueso (1/4"). | Pieza (pza) |
| Gas Oxígeno Industrial | Gas comburente utilizado en conjunto con acetileno o butano para corte térmico (oxicorte). | Cilindro / m³ |
| Gas Acetileno | Gas combustible de alta temperatura para oxicorte y calentamiento localizado de piezas para enderezado. | Cilindro / kg |
| Carda (Cepillo de alambre) | Limpieza manual o mecánica (tipo copa para esmeril) de óxido, pintura y escoria post-soldadura. | Pieza (pza) |
| Galvanizado en Frío | Recubrimiento rico en zinc (min 90%) para proteger catódicamente la soldadura de la corrosión ambiental. | Bote Aerosol / Litro |
| Líquido Anti-salpicaduras | Compuesto químico que evita que las chispas y perlas de metal fundido se adhieran al material base, facilitando la limpieza. | Litro / Aerosol |
Cantidades y Rendimientos de Materiales
Estas estimaciones proyectadas para 2025 son referenciales y pueden variar según la habilidad del soldador, la posición de trabajo y las condiciones ambientales.
| Concepto | Rendimiento Estimado | Notas Técnicas |
| Consumo de Electrodo | 1.5 a 1.7 kg de electrodo por cada 1 kg de metal depositado | Este factor considera la pérdida por colilla (el cabo que se desecha) y las pérdidas por salpicadura y volatilización. |
| Rendimiento Electrodo 1/8" | ~35 a 45 varillas por kg | Varía ligeramente según la marca y la longitud de la varilla (14"). |
| Metros lineales por kg (Filete 1/4") | Aprox. 2.5 a 3 metros lineales por kg de electrodo 7018 | En juntas a tope con bisel, el consumo aumenta exponencialmente conforme crece el espesor de la placa. |
| Disco de Corte 4 1/2" | ~60 cortes en perfil ángulo de 1" x 1/8" | La vida útil se reduce drásticamente si el operador ejerce presión excesiva o tuerce el disco. |
| Gas Oxígeno (Corte) | ~3 a 4 horas de corte continuo por cilindro estándar (6m³) | Depende directamente del tamaño de la boquilla de corte y la presión de salida regulada. |
| Rendimiento Soldador (Jornada) | 12 a 25 metros lineales por día | Válido para condiciones óptimas y juntas sencillas de filete. En altura, acceso difícil o soldadura de penetración completa, el rendimiento baja a 6-10 m. |
Análisis de Precio Unitario (APU) - Ejemplo Detallado
A continuación, presentamos un Análisis de Precio Unitario (APU) desglosado para 1 metro lineal de soldadura de filete en estructura ligera, utilizando electrodo 6013 de 1/8".
Premisas de Cálculo 2025:
Salario Mínimo Profesional Soldador (Zona Resto): $318.26/día base.
Factor de Salario Real (FSR): Estimado en 1.75 para 2025 (incluye cuotas IMSS, Infonavit, vacaciones ampliadas, aguinaldo y prima vacacional).
Costo Real Cuadrilla (Soldador + Ayudante): ~$1,650.00 MXN por jornada (Costo Directo Real empresa).
Rendimiento Promedio: 15 metros lineales por jornada (considerando habilitado, soldado y limpieza).
| Concepto | Unidad | Cantidad | Costo Unitario (MXN) | Importe (MXN) |
| A. MATERIALES | $38.50 | |||
| Electrodo 6013 1/8" (Inc. 15% mermas) | kg | 0.450 | $75.00 | $33.75 |
| Disco Desbaste (Desgaste proporcional) | pza | 0.050 | $45.00 | $2.25 |
| Estopa y solvente para limpieza | lote | 0.050 | $50.00 | $2.50 |
| B. MANO DE OBRA | $110.00 | |||
| Cuadrilla (1 Soldador + 1 Ayudante) | jor | 0.066 | $1,650.00 | $108.90 |
| Mandos intermedios (Cabo de oficios) | %MO | 0.010 | $108.90 | $1.10 |
| C. HERRAMIENTA Y EQUIPO | $26.13 | |||
| Herramienta Menor (Piqueta, porta, cables) | %MO | 0.030 | $110.00 | $3.30 |
| Equipo de Seguridad (EPP, Careta, Guantes) | %MO | 0.020 | $110.00 | $2.20 |
| Máquina Soldadora (Depreciación/Renta) | hora | 0.530 | $35.00 | $18.55 |
| Consumo eléctrico / Combustible (Gasolina) | hora | 0.530 | $3.92 | $2.08 |
| COSTO DIRECTO (A+B+C) | $174.63 | |||
| Indirectos de Campo y Oficina + Utilidad (Estimado 25%) | $43.66 | |||
| PRECIO UNITARIO FINAL (Sin IVA) | ML | 1.00 | $218.29 |
Nota Crítica: Este APU representa un costo directo aproximado para condiciones estándar. En trabajos de altura, espacios confinados o soldadura certificada con pruebas radiográficas (rayos X), el precio unitario puede duplicarse o triplicarse debido a los menores rendimientos y costos de inspección.
Normativa, Permisos y Seguridad: Construye con Confianza
El cumplimiento riguroso del marco legal no es opcional en México; es el verdadero seguro de vida de tu proyecto, de tus trabajadores y de tu patrimonio frente a responsabilidades civiles o penales.
Normas Oficiales Mexicanas (NOM) Aplicables
La NOM-027-STPS-2008 es el documento rector y obligatorio para todas las actividades de soldadura y corte en territorio nacional. Esta norma obliga al patrón a realizar un análisis de riesgos potenciales (incendio, explosión, electrocución) antes de iniciar labores y a contar con procedimientos de seguridad escritos y difundidos entre el personal.
Capacitación Certificada: La norma exige que los soldadores estén capacitados no solo en la técnica operativa, sino en el manejo de extintores, prevención de riesgos y primeros auxilios básicos.
Permisos de Trabajo de Alto Riesgo: Para trabajos en áreas clasificadas (espacios confinados, altura superior a 1.8m, presencia de sustancias químicas), se requiere la emisión diaria de un permiso de trabajo escrito, firmado por el responsable de seguridad de la obra.
Adicionalmente, las normas NMX-H-121 y NMX-B-252 regulan la calidad de los aceros estructurales y su tratamiento térmico, asegurando que el material base sea metalúrgicamente soldable y cumpla con los estándares de resistencia.
¿Necesito un Permiso de Construcción?
Sí, rotundamente, si la soldadura forma parte de un elemento estructural de la edificación.
El Rol del DRO: En la Ciudad de México y la mayoría de los estados de la República, cualquier modificación estructural (techumbres, ampliaciones con viguetas, construcción de naves, refuerzo de columnas) requiere la firma y supervisión de un Director Responsable de Obra (DRO) y, en proyectos de mayor envergadura (Grupo A), un Corresponsable en Seguridad Estructural.
Consecuencias Legales: Soldar una estructura principal sin la licencia correspondiente puede derivar en la clausura inmediata de la obra (sellos de suspensión), multas administrativas severas que superan el costo del permiso y, en caso de colapso, responsabilidad penal. Para reparaciones menores (rejas, barandales interiores no estructurales) usualmente no se requiere licencia mayor, pero siempre es imperativo consultar el reglamento de construcción local vigente.
Seguridad en el Sitio de Trabajo (Equipo de Protección Personal - EPP)
La mano de obra soldador está expuesta diariamente a riesgos mortales: radiación UV/IR intensa, inhalación de humos tóxicos y quemaduras por metal fundido. El EPP obligatorio e innegociable según la NOM-027 incluye:
Careta de soldar: Con el nivel de sombra adecuado (No. 10-12 para electrodo común, hasta 14 para altos amperajes). Las caretas electrónicas de oscurecimiento automático aumentan la productividad y la seguridad al permitir ver el punto de inicio sin levantar la máscara.
Protección corporal integral: Peto (mandil), mangas, chamarra y polainas fabricados en carnaza (cuero curtido al cromo). El uso de ropa sintética (poliéster, nylon) está terminantemente prohibido, ya que se funde y adhiere a la piel en caso de incendio, agravando las quemaduras.
Protección respiratoria: Mascarillas desechables o respiradores de media cara con filtros específicos para humos metálicos (P100 o equivalentes). Los cubrebocas sencillos de tela o quirúrgicos son inútiles contra las nanopartículas de óxidos metálicos que causan la "fiebre del soldador" y daños pulmonares crónicos.
Guantes: De carnaza largos (tipo mosquetero) para proteger muñecas y antebrazos de la radiación y salpicaduras.
Costos Promedio para diferentes regiones de México
Los costos de la mano de obra en México presentan variaciones significativas regionales, influenciadas fuertemente por el Salario Mínimo de la Zona Libre de la Frontera Norte (ZLFN) y la demanda industrial local.
| Concepto | Unidad | Norte (ZLFN) | Centro (CDMX/Bajío) | Sur (Mérida/Tuxtla) | Notas Relevantes |
| Jornada Soldador Calificado | Día | $800 - $1,200 | $600 - $900 | $500 - $800 | El Norte paga sustancialmente más debido a la competencia con la industria maquiladora y la cercanía al mercado laboral de EE.UU.. |
| Ayudante General | Día | $500 - $700 | $400 - $550 | $350 - $450 | El salario base legal en la ZLFN es de $419.88 diarios, empujando el mercado al alza. |
| M2 Estructura Ligera (Mano de Obra) | m² | $350 - $550 | $280 - $450 | $250 - $400 | El costo por metro cuadrado varía según la complejidad del diseño y la altura de montaje. |
| Kilo de Electrodo 6013 | kg | $70 - $90 | $60 - $80 | $65 - $85 | Los costos de flete encarecen ligeramente los consumibles en zonas aisladas del Sur y la península. |
| Renta Soldadora Gasolina | Día | $1,200 - $1,800 | $1,000 - $1,500 | $1,100 - $1,600 | Los equipos autónomos (motosoldadoras) tienen tarifas de renta más elevadas que las eléctricas. |
Nota: Precios estimados en Pesos Mexicanos (MXN) para proyecciones de 2025, no incluyen IVA.
Usos Comunes en la Construcción
Estructuras metálicas de carga y naves industriales
Este es el escenario más exigente para la mano de obra soldador. Aquí, el personal debe estar homologado o calificado bajo códigos estrictos. Se utilizan vigas IPR, columnas HSS y placas de conexión de alto espesor. La soldadura debe ser capaz de resistir esfuerzos complejos de corte, momento y torsión, vitales para garantizar la estabilidad del edificio ante vientos huracanados o eventos sísmicos severos. El control de calidad suele incluir pruebas de ultrasonido en un porcentaje de las uniones.
Herrería arquitectónica, portones y protecciones
El enfoque principal en este rubro es estético y de seguridad perimetral. Se emplean perfiles tubulares ligeros, cuadrados y rectangulares (PTR). El reto técnico para el soldador es evitar las deformaciones por exceso de calor en materiales delgados (calibres 18 o 20) y lograr acabados "invisibles" mediante el desbaste cuidadoso, el uso de pasta automotriz y sistemas de pintura de alta calidad.
Refuerzo estructural en cimentaciones y columnas
Aunque el acero de refuerzo (varilla corrugada) tradicionalmente se amarra con alambre recocido, en diámetros mayores (#8, #10 o paquetes de varillas) se suele recurrir a la soldadura para garantizar la continuidad estructural o para unir placas de acero a los castillos de concreto (conexiones mixtas acero-concreto). Esto requiere el uso de electrodos especiales compatibles con el acero de refuerzo y, a menudo, procesos de precalentamiento.
Reparación y mantenimiento de equipo pesado en obra
En grandes proyectos de infraestructura y terracería, los soldadores son indispensables para la reparación en sitio de los cucharones de excavadoras, trascabos y camiones de volteo. Se aplican técnicas de soldadura de recubrimiento duro (hardfacing) con patrones específicos para resistir la abrasión extrema de la tierra y las rocas, prolongando la vida útil de la maquinaria costosa.
Errores Frecuentes y Cómo Evitarlos
Porosidad: Aparición de pequeños agujeros o burbujas en el cordón o su superficie.
Causa Técnica: Electrodo húmedo, corrientes de aire que barren el gas (en proceso GMAW), o superficie base contaminada con pintura, grasa o humedad.
Solución Experta: Limpiar el metal base a fondo hasta metal blanco, almacenar electrodos en lugares secos u hornos, y usar cortinas de viento en exteriores.
Falta de Penetración: El metal de aporte no llega a fundirse con la raíz de la unión.
Causa Técnica: Amperaje demasiado bajo, velocidad de avance excesiva o diámetro de electrodo muy grueso para la preparación de la junta.
Solución Experta: Aumentar el amperaje dentro del rango, mejorar el ángulo del bisel a 60° y reducir la velocidad de avance para permitir la fusión profunda.
Socavado (Undercut): Muesca o ranura fundida en el metal base a lo largo de los bordes del cordón, que reduce el espesor efectivo.
Causa Técnica: Amperaje excesivo o manipulación incorrecta del electrodo (ángulo muy agresivo). Es un defecto crítico que debilita la pieza por concentración de esfuerzos y fatiga.
Solución Experta: Reducir el amperaje y realizar pausas momentáneas en los bordes del movimiento oscilatorio para rellenar el cráter.
Salpicadura Excesiva: Proyecciones de metal fundido ("chispas") que se adhieren alrededor de la soldadura.
Causa Técnica: Longitud de arco muy larga (separar mucho el electrodo de la pieza) o amperaje extremadamente alto.
Solución Experta: Acortar la longitud del arco manteniéndolo cerca del baño de fusión y ajustar los parámetros eléctricos.
Checklist de Control de Calidad
Antes de realizar el pago final o dar por recibida una etapa de la obra, es fundamental realizar la siguiente verificación técnica:
Uniformidad y Estética: ¿El cordón presenta un ancho y altura constantes en toda su longitud? Las "escamas" deben ser regulares y uniformes.
Limpieza Total: ¿Se retiró absolutamente toda la escoria? La escoria remanente oculta defectos visuales y atrapa humedad, acelerando la corrosión.
Dimensiones Geométricas: ¿El tamaño del filete (pierna y garganta) cumple con lo especificado en el plano estructural? (Ej. soldadura de filete de 1/4").
Ausencia de Defectos Visuales: Verificar la inexistencia de grietas superficiales, poros visibles a simple vista o socavados profundos (mayores a 1mm).
Pruebas No Destructivas (Opcional): En estructuras críticas de carga, se recomienda solicitar pruebas de líquidos penetrantes para revelar grietas superficiales invisibles al ojo humano.
Mantenimiento y Vida Útil: Protege tu Inversión
Plan de Mantenimiento Preventivo
El acero es un material noble pero implacable ante el abandono. Se debe establecer un programa de inspección visual anual para detectar fallas en el recubrimiento. Si aparecen puntos de óxido, se deben lijar mecánicamente hasta el metal sano y retocar el esquema de pintura. En las zonas de unión soldada, la pintura suele fallar primero debido a la rugosidad; se debe reforzar la vigilancia y el espesor de recubrimiento en estos puntos críticos.
Durabilidad y Vida Útil Esperada en México
Zona Costera (Veracruz, Cancún, Los Cabos): El ambiente salino y húmedo es extremadamente agresivo para el acero. Sin un mantenimiento riguroso, una estructura soldada puede presentar corrosión severa en tan solo 3 a 5 años. Se recomienda encarecidamente el uso de galvanizado por inmersión en caliente o sistemas de pinturas epóxicas de grado marino.
Zona Urbana/Seca (CDMX, Querétaro, Norte): La vida útil puede extenderse de 15 a 20 años o más con un mantenimiento básico de pintura (esmalte alquidálico o acrílico), siempre que no haya encharcamientos de agua.
Sostenibilidad e Impacto Ambiental
El acero es un material 100% reciclable, lo que lo convierte en una opción sostenible si se gestiona correctamente. Es responsabilidad de la obra gestionar las colillas de electrodos y los residuos de corte (rebaba y chatarra), enviándolos a centros de reciclaje autorizados. Además, el uso de máquinas soldadoras de tecnología inversora moderna consume hasta un 40% menos energía eléctrica que los antiguos transformadores de bobina, reduciendo significativamente la huella de carbono operativa de la construcción.
Preguntas Frecuentes (FAQ)
¿Cuánto cobra un soldador por día en promedio en 2025?
El rango promedio nacional se sitúa entre $600 y $900 MXN diarios libres para un oficial competente. En la zona fronteriza norte, este costo asciende a $800 - $1,200 MXN debido a la dinámica económica regional. Es vital recordar sumar el costo del ayudante y las cargas sociales (IMSS/Infonavit) si la contratación es formal.
¿Cuál es la diferencia entre cobrar por día o por destajo?
El cobro por día paga el tiempo de disponibilidad del soldador, lo cual es ideal para reparaciones, mantenimiento o trabajos de detalle indefinidos. El cobro por destajo (precio cerrado por unidad de obra o proyecto completo) paga el resultado final, incentivando la velocidad y eficiencia del soldador. Para presupuestos fijos y obras definidas, el esquema de destajo ofrece mayor certeza financiera al cliente.
¿Qué garantía debe tener un trabajo de soldadura profesional?
Un contratista o herrero serio debe ofrecer por escrito al menos 1 año de garantía contra defectos de mano de obra (agrietamientos, desprendimientos de soldadura, fallas mecánicas). Típicamente, la corrosión se excluye de la garantía si no se contrató un plan de mantenimiento periódico específico.
¿Puedo soldar en días de lluvia o con alta humedad?
No, nunca a la intemperie. El riesgo de electrocución fatal para el soldador es altísimo. Además, el agua o la humedad excesiva en el arco provocan un choque térmico que fragiliza la soldadura (fisuras) y genera porosidad inmediata por hidrógeno. Solo se permite trabajar bajo techo seguro y con suelo seco.
¿Cuántos kilos de electrodo necesito estimar para mi obra?
Para un cálculo rápido, estima el peso teórico del metal que se depositará en las juntas (volumen x densidad del acero) y divídelo entre 0.65 (que es el rendimiento típico del electrodo revestido). Como regla de dedo para estructura ligera, considera comprar un peso en electrodos equivalente al 5% - 8% del peso total del acero a soldar.
¿Qué pasa si uso electrodo 6013 en vigas IPR estructurales?
Estás poniendo en riesgo la integridad de la estructura y la vida de los ocupantes. El electrodo 6013 no posee la ductilidad ni la resistencia al impacto (tenacidad) necesarias para soportar las cargas dinámicas o los esfuerzos sísmicos. Es obligatorio usar electrodos 7018 o procesos equivalentes (como alambre tubular AWS E71T-1) para elementos estructurales principales.
¿Es obligatorio asegurar a los soldadores ante el IMSS?
Sí, es una obligación legal ineludible. El trabajo de soldadura está clasificado como de alto riesgo (Riesgo de Trabajo Clase V) en el sector construcción. Un accidente laboral sin cobertura de seguridad social puede costar al propietario de la obra cientos de miles de pesos en capitales constitutivos, multas y responsabilidad civil.
Videos Relacionados y Útiles
Cómo cobrar trabajos de herrería
Guía práctica y detallada para calcular costos de materiales, mano de obra y establecer una ganancia justa y competitiva.

Seguridad en trabajos de soldadura
Explicación visual y normativa de los EPP obligatorios y la gestión de riesgos eléctricos y químicos en obra bajo la NOM-027.

Errores comunes al soldar con electrodo
Demostración técnica de los efectos del amperaje bajo vs alto y cómo corregir la técnica para lograr cordones perfectos.
Principios básicos para un buen cordón
Tutorial paso a paso sobre la posición correcta del electrodo, velocidad de avance y regulación de la máquina para principiantes.

Conclusión
La mano de obra soldador en el contexto de la construcción en México para 2025 representa mucho más que la simple acción mecánica de unir metales; es una disciplina compleja que amalgama técnica depurada, conciencia de seguridad y un profundo conocimiento normativo. Como hemos desglosado a lo largo de esta guía, cada decisión técnica —desde la elección crítica entre un electrodo 6013 y un 7018, hasta la implementación rigurosa de los protocolos de seguridad de la NOM-027— tiene un impacto directo y tangible en la seguridad estructural y en la salud financiera de tu obra. Contratar profesionales calificados, proveer los materiales adecuados y pagar precios justos no debe verse como un gasto, sino como una inversión indispensable en tranquilidad y durabilidad. Al aplicar los conocimientos de esta guía, aseguras que tu proyecto, ya sea una remodelación doméstica o una estructura industrial compleja, se mantenga firme, seguro y resiliente ante los desafíos del futuro mexicano.
Glosario de Términos
Arco eléctrico: Fenómeno físico de descarga luminosa y térmica producido por el paso de corriente eléctrica a través de un gas (aire ionizado) entre el electrodo y la pieza, generando el calor necesario para fundir el metal (hasta 4,000°C).
Amperaje: La intensidad de corriente eléctrica que fluye a través del circuito de soldadura. Es el parámetro principal que controla el calor aportado y, por ende, el "poder de penetración" en el metal base.
Bisel: Corte oblicuo o inclinado (generalmente mecanizado a 30-45°) en el borde de una placa o perfil para permitir que la soldadura penetre y fusione todo el espesor del material en uniones a tope.
Escoria: Capa de material no metálico (residuos del fundente) solidificado que cubre el cordón de soldadura recién aplicado, protegiéndolo de la oxidación atmosférica mientras se enfría. Debe retirarse mecánicamente tras el proceso.
Penetración: La profundidad máxima que alcanza la fusión de la soldadura dentro del metal base desde la superficie. Una falta de penetración es un defecto crítico que compromete la resistencia de la unión.
Cordón: El depósito continuo de metal de soldadura resultante de una pasada longitudinal del electrodo a lo largo de la junta.
Electrodo Revestido: Varilla metálica (núcleo) recubierta de un compuesto químico (fundente) que sirve simultáneamente como material de aporte, generador de gas protector y formador de escoria.