| Clave | Descripción del auxiliar o básico | Unidad |
| G200118-2508 | Termofusion tubo PEAD RD-26 de 102 mm. (4") de diámetro en linea o pie de zanja | junta |
| Clave | Descripción del auxiliar o básico | Rendimiento/Jor (8hr) |
| A100110-1525 | Cuadrilla de tuberos. Incluye : Tubero, ayudante, cabo y herramienta | 43.99 |
La soldadura que convierte la tubería en un sistema monolítico. La termofusión de PEAD es el proceso que garantiza uniones más fuertes que el propio tubo, creando redes 100% herméticas. Descubre el precio por pulgada diametral, el proceso paso a paso y por qué esta tecnología es el futuro de la conducción de fluidos.
En el corazón de la infraestructura hidráulica y sanitaria moderna de México se encuentra una tecnología de unión que ha revolucionado la forma en que concebimos las tuberías: la termofusión de Polietileno de Alta Densidad (PEAD). Este proceso no solo une dos tramos de tubería; los convierte en una sola pieza continua y homogénea, creando un sistema monolítico sin puntos débiles.
Métodos de Unión para PEAD: Termofusión vs. Electrofusión y Uniones Mecánicas
La elección del método de unión para tuberías de PEAD no es una decisión de "uno para todo". Aunque la termofusión a tope es el estándar para la mayoría de las instalaciones nuevas, la electrofusión y las uniones mecánicas son herramientas complementarias e indispensables en el arsenal de un instalador profesional. Cada método tiene un lugar y una función específicos, dictados por las condiciones de la obra, el diámetro de la tubería y la necesidad de conectar con otros sistemas. Entender sus diferencias es clave para optimizar costos, tiempos y garantizar la integridad de la red.
Termofusión a Tope: La Solución para Grandes Diámetros y Largas Distancias
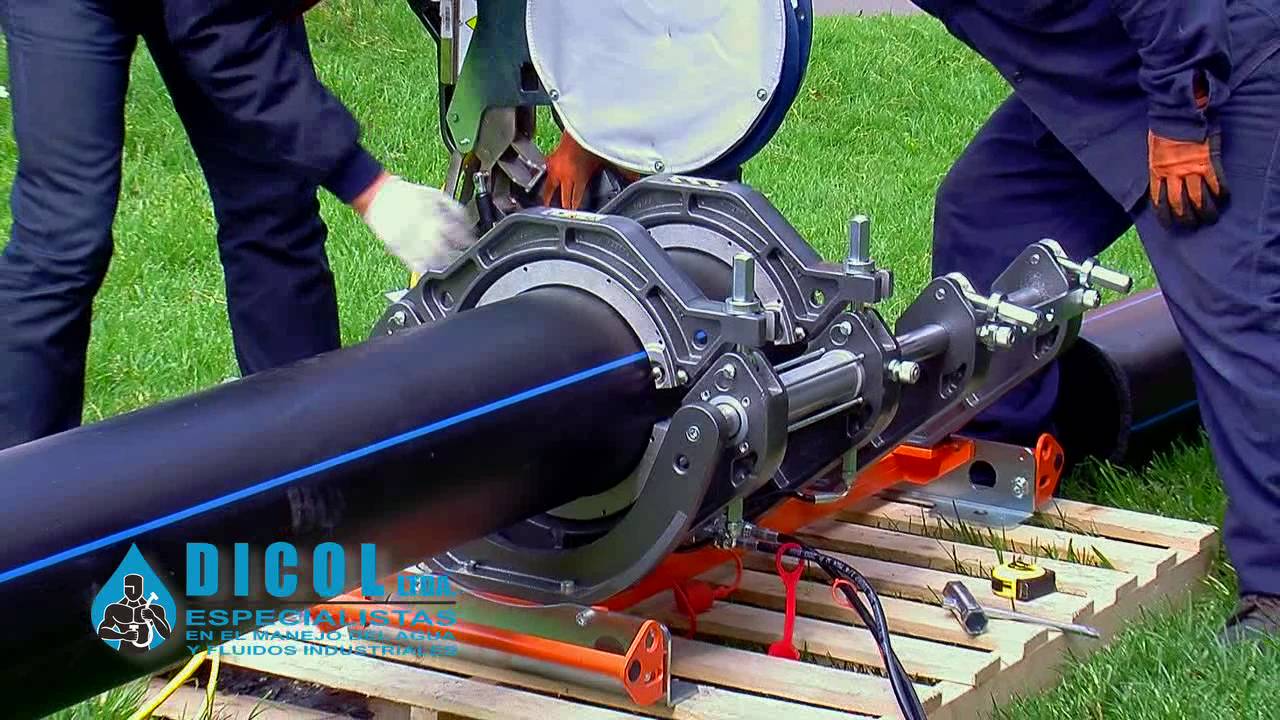
La termofusión a tope es el método por excelencia para la construcción de redes de infraestructura. Consiste en calentar simultáneamente los extremos de dos tubos con una plancha térmica a temperaturas controladas (entre 210 °C y 225 °C) y luego unirlos bajo una presión específica hasta que se enfrían, formando una sola pieza.
Costo por Unión: Es el método más económico en términos de consumibles, ya que no requiere ningún accesorio adicional para realizar la unión. El costo principal radica en la mano de obra y la amortización o renta del equipo.
Velocidad de Instalación: Es altamente eficiente para tramos largos y rectos, donde la máquina puede operar de forma continua.
Equipo Requerido: Se necesita una máquina de termofusión (manual o hidráulica), una unidad de refrentado, una plancha de calentamiento y un generador eléctrico de capacidad adecuada.
Idoneidad: Es ideal para diámetros a partir de 2 pulgadas (y obligatorio para diámetros mayores a 90 mm) y en proyectos de gran escala como redes de agua potable, sistemas de riego o ductos mineros, donde se instalan kilómetros de tubería.
Electrofusión: Precisión en Reparaciones y Espacios Reducidos
La electrofusión utiliza accesorios especiales (coples, silletas, codos) que tienen una resistencia eléctrica integrada. Una máquina de electrofusión envía una corriente controlada a través de esta resistencia, generando calor que funde el interior del accesorio y el exterior de la tubería, creando una unión sólida y hermética.
Costo por Unión: El costo por unión es significativamente más alto que en la termofusión, debido al precio del accesorio electrosoldable. Sin embargo, el equipo de soldadura suele ser más ligero y económico que las grandes máquinas hidráulicas.
Velocidad de Instalación: Es muy rápida para uniones puntuales y no requiere el movimiento longitudinal de la tubería, una ventaja crucial en zanjas estrechas o reparaciones.
Equipo Requerido: Una máquina de electrofusión (procesador), cables de conexión y herramientas de raspado para preparar la superficie del tubo.
Idoneidad: Es la solución perfecta para reparaciones, inserción de derivaciones (tomas domiciliarias) en líneas existentes, y para uniones en lugares de difícil acceso donde una máquina de termofusión a tope no cabría o no podría operar.
Uniones Mecánicas (Bridas y Acoples): La Transición a Otros Sistemas
Las uniones mecánicas, como las bridas (que se fusionan a un adaptador de PEAD llamado stub-end) o los acoples de compresión, no utilizan calor para crear la unión. En su lugar, dependen de la compresión de empaques o gaskets para lograr la hermeticidad.
Costo por Unión: El costo varía ampliamente según el tipo y tamaño del accesorio. Pueden ser una solución económica para diámetros pequeños, pero las bridas de gran diámetro pueden ser costosas.
Velocidad de Instalación: La instalación es rápida y no requiere equipo especializado de soldadura ni fuentes de energía, lo que las hace muy prácticas.
Equipo Requerido: Únicamente herramientas manuales como llaves para apretar pernos o tuercas.
Idoneidad: Su función principal es servir como puntos de transición entre la tubería de PEAD y otros materiales (acero, PVC, fierro fundido) o para conectar equipos como válvulas, bombas o medidores.
Son desmontables, lo que es una ventaja para el mantenimiento de equipos, pero también representan un punto potencial de fuga a largo plazo en comparación con las uniones fusionadas.
Proceso de Termofusión a Tope Paso a Paso
Realizar una soldadura por termofusión es un procedimiento técnico que exige precisión, limpieza y el seguimiento estricto de parámetros de tiempo, temperatura y presión. No es simplemente "derretir y pegar"; es un proceso de fusión molecular controlado que, si se hace correctamente, resulta en una unión más fuerte que la propia tubería. A continuación, se detalla el flujo de trabajo de una cuadrilla certificada.
ADVERTENCIA DE SEGURIDAD: Este proceso involucra una plancha de calentamiento que opera a más de 200 °C y una máquina hidráulica que ejerce toneladas de presión. Debe ser realizado únicamente por personal capacitado y certificado, utilizando siempre el equipo de protección personal adecuado.
Preparación y Limpieza de los Extremos del Tubo
El primer paso y uno de los más críticos es la limpieza. Cualquier contaminante —polvo, lodo, grasa o humedad— en las superficies a unir comprometerá la integridad de la fusión molecular. Los operarios utilizan un paño limpio que no suelte pelusa, humedecido con alcohol isopropílico o etílico, para limpiar a fondo tanto el interior como el exterior de los extremos de la tubería que se van a soldar.
Alineación y Sujeción en la Máquina de Termofusión
Los dos tramos de tubería se colocan en las mordazas de la máquina de termofusión. Es fundamental que los tubos estén perfectamente alineados axialmente. Una mala alineación resultará en una unión descentrada y débil. Las mordazas se aprietan firmemente para sujetar los tubos y evitar cualquier movimiento durante el proceso de refrentado y fusión.
Refrentado de las Caras
Se coloca la unidad de refrentado (un disco con cuchillas) entre los dos extremos de la tubería. La máquina junta los tubos contra el refrentador, que rebana una fina capa de material de cada cara. Este paso tiene dos objetivos cruciales: eliminar cualquier capa oxidada o contaminada de la superficie y crear dos caras perfectamente planas y paralelas. El proceso se continúa hasta que se produce una viruta continua de ambos lados, lo que indica que las caras son uniformes.
Calentamiento con la Plancha Térmica
Se verifica que la plancha de calentamiento haya alcanzado la temperatura correcta (generalmente 220±10 °C) con un termómetro de contacto.
Unión a Presión Controlada
Esta es la fase más rápida y delicada del proceso. Una vez transcurrido el tiempo de calentamiento, los tubos se separan, la plancha se retira rápidamente (en cuestión de segundos), y los dos extremos fundidos se unen de inmediato. Se aplica una presión de fusión controlada (P1) de forma gradual y se mantiene constante durante todo el ciclo de enfriamiento. La rapidez en este paso es vital para evitar que el material fundido se enfríe y se contamine con el aire.
Enfriamiento y Formación de la Rebaba
La unión debe enfriarse bajo presión dentro de la máquina durante el tiempo especificado en las tablas. Este tiempo es crítico y no debe acelerarse bajo ninguna circunstancia. Nunca se debe aplicar agua o aire forzado para enfriar la unión, ya que esto crearía tensiones internas en el material, fragilizando la soldadura.
Inspección Visual de la Soldadura
Una vez completado el tiempo de enfriamiento y liberada la presión, se realiza una inspección visual de la unión. La rebaba o labio de fusión es el principal indicador de una soldadura correcta. Debe ser doble, simétrica, de tamaño uniforme en toda la circunferencia y sin vacíos o irregularidades.
Listado de Equipo Especializado y Personal
La ejecución exitosa de una soldadura por termofusión a tope depende tanto de la habilidad del personal como de la calidad y especificación del equipo utilizado. A continuación se detalla el conjunto indispensable para una operación de campo.
| Elemento | Función Clave | Especificación Común |
| Máquina de Termofusión Hidráulica | Sujeta, alinea y aplica las presiones controladas de refrentado y fusión a los extremos de la tubería. | Equipo con capacidad para el rango de diámetros del proyecto (ej. 2" a 8", 8" a 24"). Marcas comunes en México: McElroy, Ritmo, Hayes. |
| Unidad de Refrentado (Careador) | Corta y aplana los extremos de la tubería para crear superficies 100% paralelas y limpias antes de la fusión. | Disco con cuchillas afiladas y en buen estado, accionado eléctricamente o hidráulicamente. |
| Plancha de Calentamiento (Plato Térmico) | Calienta los extremos del PEAD a la temperatura de fusión precisa, con recubrimiento antiadherente (teflón). | Control de temperatura digital y preciso (verificable con pirómetro), superficie de teflón sin daños significativos. |
| Generador Eléctrico | Proporciona la energía necesaria para la unidad hidráulica, el refrentador y la plancha de calentamiento. | Capacidad en kVA suficiente para la demanda de la máquina (ej. un equipo para 12" puede requerir 12 kVA o más). |
| Técnico Termofusionador Certificado | Opera la máquina, interpreta las tablas de parámetros (presión, tiempo, temperatura) y es responsable de la calidad de cada unión. | Personal con certificación vigente de fabricantes (ej. McElroy) o asociaciones reconocidas en México (ej. AMGN). |
| Ayudante General | Asiste en la manipulación de la tubería, la limpieza, el manejo de herramientas y la seguridad del área de trabajo. | Personal con capacitación en seguridad en zanjas y manejo de cargas. |
Rendimiento de una Cuadrilla de Termofusión
La planificación de un proyecto de instalación de tubería PEAD depende en gran medida de la productividad de la cuadrilla de termofusión, ya que la velocidad de unión suele ser el factor que dicta el ritmo de avance general. Los tiempos varían significativamente según el diámetro de la tubería, el espesor de pared (RD) y las condiciones del sitio. La siguiente tabla presenta una estimación de rendimiento para una cuadrilla estándar en condiciones de obra favorables.
| Diámetro de Tubería (pulgadas) | Tiempo Promedio por Unión (minutos) | Número de Uniones por Jornal (8 horas) |
| 4" | 15 - 20 | 24 - 32 |
| 8" | 55 - 70 | 6 - 8 |
| 12" | 70 - 90 | 5 - 6 |
Nota: Estos tiempos son estimaciones basadas en datos de la industria y pueden variar. Incluyen el ciclo completo: alinear, refrentar, calentar, unir y enfriar. No incluyen el tiempo de movimiento de la máquina entre uniones.
Análisis de Precio Unitario (APU) - Ejemplo por Pulgada Diametral
El "precio por pulgada diametral" (PD) es una unidad de medida estándar en la industria para cotizar trabajos de soldadura, ya que permite estandarizar el costo independientemente del diámetro del tubo. Por ejemplo, una unión de 8 pulgadas equivale a 8 PD. A continuación, se presenta un análisis de precio unitario hipotético pero realista, proyectado para 2025 en México, para determinar el costo directo de 1 Pulgada Diametral de soldadura por termofusión a tope.
Advertencia: Los costos presentados son una estimación para 2025 y están sujetos a variaciones significativas por región, proveedor, inflación y condiciones específicas del proyecto. Este análisis no incluye costos indirectos, utilidad, impuestos, ni el costo de la tubería misma.
| Concepto | Unidad | Cantidad | Costo Unitario (MXN) | Importe (MXN) |
| Mano de Obra Especializada | ||||
| Técnico Termofusionador Certificado | Jornal | 0.0125 | $2,400.00 | $30.00 |
| Ayudante General | Jornal | 0.0125 | $800.00 | $10.00 |
| Subtotal Mano de Obra | $40.00 | |||
| Equipo | ||||
| Renta de Máquina de Termofusión Hidráulica (4"-12") | Hora | 0.100 | $500.00 | $50.00 |
| Renta de Generador Eléctrico (15 kVA) | Hora | 0.100 | $150.00 | $15.00 |
| Herramienta menor (3% de Mano de Obra) | % | 0.03 | $40.00 | $1.20 |
| Subtotal Equipo | $66.20 | |||
| Consumibles | ||||
| Combustible para Generador (Gasolina) | Litro | 0.25 | $25.00 | $6.25 |
| Alcohol isopropílico y paños sin pelusa | Lote | 0.05 | $150.00 | $7.50 |
| Subtotal Consumibles | $13.75 | |||
| COSTO DIRECTO TOTAL POR PULGADA DIAMETRAL (PD) | PD | $119.95 |
Notas sobre el cálculo: Se asume un rendimiento promedio de una unión de 8 pulgadas (8 PD) por hora (60 minutos), incluyendo tiempos de preparación.
Normativa, Permisos y Seguridad: Instala con Confianza
La instalación de tuberías de PEAD para infraestructura hidráulica en México no es un trabajo improvisado. Está regida por un estricto marco de normativas técnicas, requisitos legales y protocolos de seguridad que garantizan la calidad, durabilidad y, sobre todo, la seguridad de las redes y del personal que las construye.
Normas Mexicanas (NMX) y de CONAGUA
La calidad de una red de PEAD comienza con la calidad del material. En México, la norma que establece las especificaciones y métodos de ensayo para la tubería es la NMX-E-018-CNCP-2012.
Por otro lado, la Comisión Nacional del Agua (CONAGUA), como entidad normativa federal, establece las especificaciones para la construcción y prueba de los sistemas. La NOM-001-CONAGUA-2011 y los manuales técnicos del MAPAS (Manual de Agua Potable, Alcantarillado y Saneamiento) dictan los procedimientos para la instalación en zanja, tipos de relleno, y crucialmente, los parámetros para la prueba hidrostática (prueba de hermeticidad a presión), que es el ensayo final para aceptar una línea recién instalada.
Permisos de Construcción
Es fundamental entender que la instalación de una red de tubería de PEAD, ya sea para agua potable, drenaje o riego, es una obra de infraestructura. Como tal, siempre requiere una licencia o permiso de construcción emitido por la autoridad municipal o delegacional correspondiente. Además, el proyecto debe ser presentado y aprobado por el organismo operador de agua local (ej. SACMEX en la CDMX, AyD en Monterrey, etc.), quien supervisará la obra y dará la aprobación final de las conexiones y la puesta en marcha del sistema.
Seguridad y Equipo de Protección Personal (EPP) CRÍTICO
La seguridad en una obra de termofusión es de máxima prioridad. El riesgo de colapso de zanjas, sumado al manejo de equipo de alta temperatura y presión, exige el uso riguroso de Equipo de Protección Personal (EPP).
EPP Básico para todo el personal en zanja: Casco de seguridad, botas de seguridad con casquillo, gafas de seguridad y guantes de trabajo (carnaza).
EPP Específico para el Operador de Termofusión: Además del EPP básico, el técnico que manipula la plancha de calentamiento debe usar guantes resistentes a altas temperaturas (ej. de Kevlar) para prevenir quemaduras graves, que son uno de los riesgos más comunes en el proceso.
Es imperativo seguir los procedimientos de seguridad para el manejo, inserción y retiro de la plancha caliente, manteniéndola siempre en su soporte protector cuando no está en uso.
Costos Promedio de Termofusión por Región en México (Estimación 2025)
El costo de la soldadura por termofusión no es uniforme en todo el territorio mexicano. Factores como la competencia entre proveedores de servicios, la disponibilidad de equipos en renta, los costos logísticos para movilizar maquinaria y la demanda generada por proyectos industriales o de desarrollo urbano, provocan variaciones regionales significativas. La siguiente tabla ofrece una estimación de los costos por pulgada diametral (PD) para 2025.
| Región | Costo Promedio por PD (MXN) | Factores de Variación Relevantes |
| Norte (ej. Monterrey, Tijuana) | $130 - $170 | Alta demanda industrial y minera. Mayor disponibilidad de equipos de alta gama y personal certificado. Proximidad a EE. UU. puede influir en costos de equipo. |
| Occidente/Bajío (ej. Guadalajara, Querétaro) | $115 - $150 | Mercado muy competitivo con fuerte presencia de proveedores nacionales y de importación. Alta concentración de proyectos de construcción. |
| Centro (ej. Ciudad de México) | $110 - $145 | El mercado más grande y con mayor número de proveedores, lo que modera los precios. Los costos logísticos por congestión urbana pueden ser un factor. |
| Sur/Sureste (ej. Cancún, Villahermosa) | $135 - $180 | Los costos pueden ser más altos debido a la logística para transportar equipo a zonas remotas y una menor concentración de proveedores especializados. |
Advertencia: Estos rangos son estimaciones para 2025 y están sujetos a inflación, tipo de cambio y condiciones específicas de cada proyecto. Se recomienda solicitar cotizaciones locales para obtener precios precisos.
Principales Aplicaciones de la Tubería Termofusionada
La combinación única de hermeticidad, flexibilidad, resistencia química y durabilidad de la tubería de PEAD unida por termofusión la ha convertido en el material de elección para una vasta gama de aplicaciones críticas en la infraestructura de México.
Redes de Distribución de Agua Potable
Esta es la aplicación más extendida. La capacidad de crear redes 100% herméticas elimina las fugas, un problema crónico en sistemas de acueducto que causa pérdidas millonarias de agua tratada.
Sistemas de Riego Agrícola
En la agricultura tecnificada, los sistemas de riego por aspersión o goteo operan a presión. La tubería de PEAD es ideal por su resistencia a los productos químicos (fertilizantes y pesticidas), su flexibilidad para adaptarse a la topografía irregular del terreno y su capacidad para soportar los golpes de ariete (sobrepresiones súbitas) sin fallar.
Conducción de Gas Natural y LP
Para la distribución de gas natural y LP a media y baja presión, la seguridad es la máxima prioridad. La unión por termofusión crea una línea continua, sin juntas mecánicas que puedan aflojarse y generar fugas explosivas. La resistencia del PEAD a la corrosión del suelo asegura la integridad de la red subterránea durante toda su vida útil, convirtiéndolo en el estándar mundial para este tipo de redes.
Emisores y Tuberías para Drenaje a Presión o Minería
En la industria minera, la tubería de PEAD demuestra una de sus ventajas más notables: una resistencia a la abrasión superior a la del acero.
Errores Frecuentes en la Termofusión y Cómo Evitarlos
Una unión por termofusión de alta calidad depende de seguir el procedimiento al pie de la letra. Desviarse, incluso en lo que parecen pequeños detalles, puede comprometer la integridad de la soldadura. A continuación se describen los errores más comunes y sus soluciones.
Problema: Parámetros de Fusión Incorrectos (temperatura, presión, tiempo).
Consecuencia: Usar una temperatura demasiado alta quema y degrada el polietileno; demasiado baja, no logra una fusión molecular completa. Una presión incorrecta o tiempos de calentamiento/enfriamiento inadecuados resultan en una unión frágil que puede fallar bajo presión.
Solución: Utilizar siempre las tablas de parámetros proporcionadas por el fabricante de la tubería y/o del equipo de termofusión. El operador debe estar certificado y entender cómo ajustar estos parámetros según el diámetro, el RD del tubo y las condiciones ambientales.
Problema: Mala Alineación de los Tubos.
Consecuencia: Si los tubos no están perfectamente alineados en las mordazas, la unión se formará de manera desigual, creando un punto de concentración de esfuerzos. La desalineación máxima permitida es del 10% del espesor de la pared del tubo.
Solución: Asegurar una correcta sujeción en la máquina. Verificar visualmente el alineamiento después del refrentado. Si la desalineación persiste, ajustar las mordazas o rotar los tubos y volver a refrentar.
Problema: Contaminación de las Superficies a Soldar (polvo, grasa, agua).
Consecuencia: Cualquier partícula extraña entre las caras a fundir actúa como una barrera, impidiendo la correcta fusión molecular. Esto crea una unión débil con posibles poros o puntos de fuga, aunque visualmente parezca correcta.
Solución: La limpieza es innegociable. Limpiar siempre los extremos del tubo con un paño limpio y alcohol isopropílico antes de colocarlos en la máquina. Después del refrentado, no tocar las superficies con las manos y proceder a la fusión lo más rápido posible para evitar contaminación por polvo en el aire.
Problema: Enfriamiento Acelerado o Forzado de la Unión.
Consecuencia: Arrojar agua o exponer la unión a una corriente de aire para "ahorrar tiempo" es uno de los peores errores. Esto provoca un choque térmico que genera tensiones internas en el material plástico, fragilizando la zona de fusión y haciéndola susceptible a fallas por agrietamiento a largo plazo.
Solución: Respetar rigurosamente el tiempo de enfriamiento especificado en las tablas, manteniendo la unión bajo presión dentro de la máquina durante todo el ciclo. La paciencia en esta etapa es garantía de durabilidad.
Checklist de Control de Calidad
Un supervisor de obra o inspector de calidad debe verificar sistemáticamente cada unión para garantizar que cumple con los estándares del proyecto. Este checklist resume los puntos críticos a revisar.
Revisión de Certificados de Calidad de la Tubería y de Calibración del Equipo.
Antes de iniciar los trabajos, se debe verificar que los lotes de tubería en obra cuenten con su certificado de calidad del fabricante, asegurando que cumplen con la norma NMX-E-018-CNCP. Asimismo, el equipo de termofusión debe tener un certificado de calibración vigente, garantizando que los manómetros de presión y los controles de temperatura son precisos.
Verificación de los Parámetros de Fusión utilizados (vs. tablas del fabricante).
Durante el proceso, el supervisor debe corroborar que el operador está utilizando los parámetros correctos de temperatura de la plancha, presiones de calentamiento y fusión, y tiempos de ciclo (calentamiento, cambio y enfriamiento) correspondientes al diámetro y RD de la tubería que se está soldando. Si el equipo cuenta con datalogger, se debe revisar el registro de cada unión.
Inspección Visual de la "Rebaba" o Labio de Fusión (debe ser doble y uniforme).
La rebaba es la "radiografía" de la soldadura. Inmediatamente después de que la unión se retira de la máquina, se debe inspeccionar visualmente. Una rebaba correcta es doble, simétrica y de tamaño consistente alrededor de toda la circunferencia del tubo. Una rebaba irregular, con valles, o más grande de un lado que del otro, es un indicativo claro de un problema (mala alineación, presión incorrecta) y la unión debe ser rechazada.
Monitoreo y Registro de los Resultados de la Prueba Hidrostática.
La prueba final de calidad es la prueba hidrostática de la línea instalada. Se secciona un tramo de la red, se llena de agua y se presuriza a 1.5 veces la presión de trabajo, según especificaciones de CONAGUA.
Mantenimiento y Vida Útil: Construido para Olvidarse
Una de las ventajas económicas más significativas de un sistema de tuberías de PEAD unido por termofusión es su ciclo de vida. A diferencia de los materiales tradicionales que requieren inspecciones y reparaciones constantes, el PEAD está diseñado para ofrecer décadas de servicio sin preocupaciones.
Plan de Mantenimiento Preventivo
Para una red de PEAD enterrada y correctamente instalada, el plan de mantenimiento preventivo es notablemente simple: es prácticamente inexistente. Al ser un sistema monolítico, no hay juntas mecánicas que necesiten reapriete. Al ser un material plásticamente inerte, no sufre corrosión interna por el agua ni externa por los componentes químicos del suelo.
Durabilidad y Vida Útil Esperada
La tubería de PEAD tiene una vida útil de diseño que supera los 50 años, con muchas estimaciones de la industria extendiéndola hasta 100 años en condiciones óptimas.
Resistencia a la Corrosión: No se oxida ni se degrada en contacto con suelos agresivos o agua.
Resistencia Química: Es inmune a una amplia gama de ácidos, álcalis y sales.
Resistencia a la Abrasión: Soporta el desgaste por el transporte de sólidos en suspensión (como en minería) mejor que el acero.
Flexibilidad: Puede absorber movimientos del terreno y esfuerzos sísmicos sin fracturarse, a diferencia de materiales rígidos como el PVC o el fierro fundido.
Preguntas Frecuentes (FAQ) sobre la Instalación de Tubería PEAD
Esta sección aborda las dudas más comunes que surgen entre profesionales y usuarios sobre la tubería de PEAD y su instalación.
¿Qué significa RD-11 o RD-7 en un tubo de PEAD?
RD significa "Relación de Dimensiones" (o SDR por sus siglas en inglés, Standard Dimension Ratio). Es un número que se obtiene al dividir el diámetro exterior del tubo entre el espesor de su pared (RD=Dext/e). Este valor define la capacidad de la tubería para soportar presión: a menor sea el número RD, mayor será el espesor de la pared y, por lo tanto, mayor será la presión que puede resistir. Por ejemplo, un tubo tubo liso rd 7 es más robusto y soporta más presión que un tubo RD-11 del mismo diámetro.
¿Se puede pegar el PEAD como el PVC?
No, categóricamente no. El Polietileno de Alta Densidad (PEAD) no se puede unir con cementos solventes o pegamentos como el PVC. Los solventes no reaccionan con la estructura molecular del polietileno. Los únicos métodos de unión permanente para PEAD son la fusión por calor (termofusión y electrofusión), que unen el material a nivel molecular.
¿Una soldadura de termofusión es tan fuerte como el tubo mismo?
Una soldadura de termofusión realizada correctamente es en realidad más fuerte que el propio tubo. En las pruebas de tensión destructivas, la tubería cederá y se romperá en una sección aleatoria antes que en la zona de la unión. Esto se debe a que el proceso de fusión y recristalización controlada crea una estructura molecular homogénea y robusta en la junta.
¿Qué es la electrofusión y cuándo se usa en lugar de la termofusión?
La electrofusión es otro método de soldadura por calor que utiliza accesorios con resistencias eléctricas incorporadas. Se usa principalmente en reparaciones, conexiones en espacios muy reducidos o para instalar derivaciones (como tomas domiciliarias) en tuberías existentes. Su gran ventaja es que no requiere que la tubería se mueva longitudinalmente, a diferencia de la termofusión a tope. Se elige por su practicidad en condiciones difíciles, aunque el costo de cada accesorio es mayor.
¿Cuáles son las ventajas de la tubería PEAD sobre el PVC y el fierro fundido?
Frente al PVC, el PEAD es mucho más flexible y resistente al impacto, especialmente a bajas temperaturas, lo que lo hace superior en zonas sísmicas o terrenos inestables. Frente al fierro fundido, el PEAD es inmune a la corrosión y a las incrustaciones, es mucho más ligero (facilitando la instalación) y sus uniones fusionadas eliminan las fugas, un problema común en las juntas mecánicas del fierro fundido.
¿Cuánto tiempo dura una tubería de polietileno de alta densidad?
La vida útil de diseño de la tubería de PEAD es de 50 a 100 años cuando se instala enterrada y opera bajo las condiciones de presión y temperatura para las que fue diseñada. Su resistencia a la corrosión y a los químicos es el factor clave de su longevidad.
¿Se puede usar tubería de PEAD para agua caliente?
No. El polietileno de alta densidad estándar no es adecuado para la conducción continua de agua caliente. Comienza a perder sus propiedades mecánicas y su resistencia a la presión a temperaturas superiores a 60 °C. Para aplicaciones de agua caliente, se deben utilizar otros materiales plásticos como el CPVC (Policloruro de Vinilo Clorado) o el PEX (Polietileno Reticulado).
¿Por qué es necesaria una cuadrilla para termofusión con personal certificado?
La calidad de la unión depende directamente de la habilidad y el conocimiento del operador. Un técnico certificado ha sido capacitado para entender los parámetros correctos de temperatura, presión y tiempo, así como para identificar y solucionar problemas durante el proceso. Contratar personal certificado es la mejor garantía para asegurar que las uniones sean seguras, duraderas y cumplan con las normativas.
Videos Relacionados y Útiles
Para comprender mejor el proceso práctico de la termofusión a tope, los siguientes videos ofrecen una demostración visual clara de los pasos, el equipo y la técnica involucrados.
▶️👷⛔Aprende paso a paso cómo operar el Equipo de Termofusion Hidraulico Hayes y proceso de soldadura
Video tutorial detallado que muestra el uso de una máquina de termofusión hidráulica marca Hayes, cubriendo cada etapa del proceso de soldadura.

TERMOFUSION A TOPE POLIETILENO EQUIPO MANUAL
Demostración del proceso de termofusión a tope utilizando un equipo de alineación manual, ideal para diámetros más pequeños.

UNIÓN POR TERMOFUSIÓN TOPE - DELTA DRAGON
Proceso completo de unión a tope con una máquina hidráulica Delta Dragon, mostrando claramente la formación de la rebaba y la inspección final.
Conclusión: La Inversión en una Red Cero Fugas y de Larga Duración
La elección de la tubería de PEAD unida por termofusión trasciende la simple selección de un material; representa una decisión estratégica a favor de la durabilidad, la eficiencia y la seguridad a largo plazo. Como hemos detallado, esta tecnología crea sistemas monolíticos y 100% herméticos, eliminando virtualmente el riesgo de fugas que plagan a las redes construidas con materiales tradicionales y juntas mecánicas. La inversión inicial en equipo especializado y personal certificado se compensa con creces a lo largo de una vida útil que puede alcanzar el siglo, con costos de mantenimiento prácticamente nulos y un rendimiento hidráulico superior. Entender el precio de la instalación por termofusión de PEAD a través de un análisis por pulgada diametral permite a los profesionales de la construcción en México presupuestar con precisión y justificar la adopción de una solución que no solo es técnicamente superior, sino también económicamente inteligente y ambientalmente responsable al conservar el recurso más valioso: el agua.
Glosario de Términos de Infraestructura Hidráulica
PEAD (Polietileno de Alta Densidad): Un polímero termoplástico derivado del etileno, conocido por su alta resistencia, flexibilidad, durabilidad y resistencia química. Es el material base para las tuberías discutidas en esta guía.
Termofusión a Tope: Proceso de soldadura que une dos extremos de tubería de PEAD calentándolos a una temperatura de fusión y aplicándoles una presión controlada hasta que se enfrían, formando una unión monolítica.
RD (Relación de Dimensiones): Un valor adimensional que resulta de dividir el diámetro exterior nominal de la tubería entre su espesor de pared. Un RD más bajo indica una pared más gruesa y una mayor capacidad para soportar presión.
Prueba Hidrostática: Ensayo de campo que se realiza después de la instalación para verificar la hermeticidad de una sección de tubería. Consiste en llenarla de agua y presurizarla por encima de su presión de trabajo para detectar fugas.
Cama de Arena: Capa de material granular fino (arena) que se coloca en el fondo de la zanja para proporcionar un soporte uniforme y proteger la tubería de rocas u objetos punzantes en el terreno.
CONAGUA (Comisión Nacional del Agua): La autoridad federal en México responsable de administrar y preservar las aguas nacionales, y de establecer las normativas y especificaciones para la construcción de infraestructura hidráulica en el país.
Tubero: Término coloquial en la construcción en México para el oficial especializado en la instalación de tuberías de cualquier tipo, incluyendo plomeros, fontaneros e instaladores de redes hidráulicas y sanitarias.